Il trattamento di succhi di frutta con presenza di pezzi
Le bevande a base di succo di frutta con presenza di particolato (celle di arancio, frutta in pezzi e a cubetti), sono un prodotto di origine Giapponese importato in occidente negli anni 90, che mostra un trend decisamente in crescita, soprattutto nel nord africa e medio oriente. Più in generale il mercato delle bevande vede sempre più il consumatore consapevole orientarsi verso la richiesta di prodotti naturali, funzionali e salutisti, tra cui si incontrano le bevande a base frutta con pezzi.
A DUE S.p.A., coinvolta nella progettazione e costruzione di impianti specifici per prodotti con pezzi ormai da più di 10 anni, ha sviluppato un’esperienza importante e varia, così come varia è la tecnologia di produzione e di confezionamento.
Questo tipo di bevanda è in genere composta da succo di frutta con presenza di celle di arancio (sacs) o pezzi di frutta fino ad un massimo del 10%.
Il succo di frutta è costituito da frutta in percentuale variabile dal 15 al 50%, con l’aggiunta di ingredienti minori (acidi, aromi, ecc.) ed addensanti (in genere pectine).
Il particolato presente può avere dimensioni molto variabili in funzione del tipo di frutta: le celle d’arancio variano dai 3x1mm ai 8×2 mm, mentre i pezzi di frutta (mango, ananas, fragola, ecc.) vanno dai 4x4x4 mm ad un massimo di 10x10x10 mm, in alcuni mercati sono diffuse le bevande con “nata de coco” ed aloe in pezzi, generando quindi una notevole varietà di combinazioni tra bevanda “base” e pezzi aggiunti.
Fragola, ananas e uva in pezzi
La variabile discriminante per la scelta della giusta tecnologia di processo è sostanzialmente dettata dal packaging.
Tradizionalmente questi prodotti venivano confezionati in lattina, contenitore che consente un riempimento a caldo sia a singolo colpo che a doppio colpo con primo riempimento tramite riempitrice telescopica.
Anche se la lattina rimane ancora oggi un contenitore di grande interesse, l’attenzione si è decisamente spostata verso il PET con conseguente variazione della tecnologia di processo.
In questo caso la maggioranza delle applicazioni prevede un riempimento a doppio colpo con primo riempimento eseguito tramite riempitrice a pistoni; il secondo riempimento è a caldo, mentre il primo può essere indipendentemente a caldo o a freddo.
Ovviamente un fattore estremamente importante è la corretta preparazione della fase contenente celle & pezzi, la sua miscelazione e la fornitura omogenea alla riempitive.
Per questo scopo A DUE ha sviluppato un sistema che, pur garantendo la massima flessibilità, sia in relazione al tipo di celle & pezzi, sia in relazione alla tecnologia del packaging, è in grado di prevenire danni meccanici e termici al prodotto.
Questa è una caratteristica molto importante vista la fragilità soprattutto dei sacs (vedi fig. 1) e alla necessità di preservare il più possibile intatte le caratteristiche organolettiche e nutrizionali del prodotto.
Altro fattore critico è la presenza di quantità notevoli di addensanti di varia natura, fondamentali per conferire al prodotto il giusto corpo e per mantenere in sospensione le celle e i pezzi.
Per affrontare questo tema specifico, dando la soluzione migliore ad ogni singola necessità, A DUE ha introdotto diverse novità tecnologiche, dai turbo emulsionatori ai dispersori passando attraverso i dissolutori in linea.
A fronte di questa grande variabilità di prodotti particolati e delle loro necessità specifiche, spinti dalle nuove variabili nell’ingegneria del processo introdotte dai grandi bottlers che rendono la cura del dettaglio fondamentale per conservare la qualità del prodotto finale e per consentire l’utilizzo completo della materia prima, A DUE ha sviluppato varie soluzioni.
Ma la vera innovazione non sta nelle specifiche soluzioni individuate, bensì nell’approccio di studio e ricerca.
A DUE infatti, nonostante l’esperienza cinquantennale nel processo delle bevande, si è attivata per dare una risposta adeguata e mirata a queste esigenze di mercato, avvalendosi del supporto tecnico-scientifico dell’Università degli Studi di Parma ed in particolare del Centro Interdipartimentale per il Packaging (CIPACK) e del Laboratorio di Sicurezza Tecnologia e Innovazione Alimentare (SITEIA), prevedendo anche la collaborazione con la Stazione Sperimentale delle Conserve di Parma (SSICA).
Le attività progettuali hanno avuto come obiettivo lo studio e lo sviluppo di una nuova tecnologia, ad elevato grado di automazione, per la preparazione, il trattamento ed il riempimento di succhi di frutta contenenti pezzi o celle, in grado di garantire un alto valore nutrizionale ed elevate qualità sensoriali della bevanda stessa; ciò ha permesso ad A DUE di arricchire e completare il proprio know-how sulle bevande in oggetto aggiornando e ampliando la gamma dei propri impianti.
Per quanto riguarda il dettaglio delle attività realizzate, il progetto è stato articolato in quattro diverse fasi successive (Step) per il conseguimento degli obiettivi generali e specifici.
Si è partiti con uno studio preliminare dello stato dell’arte (Step1) in cui si è definito in dettaglio lo stato dell’arte sia del mercato, in termini di prodotti presenti, sia delle varie tecnologie esistenti e dei loro punti di forza e punti deboli per sfruttarli nella successiva fase di ricerca.
Le attività realizzate nell’ambito dello Step1 hanno avuto in particolare l’obiettivo di individuare le principali caratteristiche del prodotto con pezzatura.
Inoltre, le attività di questo primo step hanno avuto la finalità di individuare quali conoscenze fossero necessarie per lo studio di sistemi di preparazione e trattamento di bevande con pezzatura, in particolare con pezzi e fibre. Infine, si è voluto approfondire lo stato dell’arte dei sistemi di riempimento di bevande con pezzi e fibre esistenti sul mercato.
Ricerche di mercato e studio delle bevande con pezzature presenti
L’analisi scientifica ha preso in esame l’effetto della forma delle particelle, della concentrazione delle particelle, della tipologia di particella, della viscosità, della temperatura.
Dopo aver studiato ed approfondito le tipologie di strumentazioni tecnologiche utilizzate in letteratura per la caratterizzazione di prodotti alimentari con pezzatura simili a quelli da trattare e confezionare, si è proceduto al dimensionamento di un sistema di misurazione ad hoc per i prodotti da testare.
Dopo il dimensionamento si è proceduto alla stesura di un layout definitivo del sistema ed alla sua realizzazione fisica. Infine si è provveduto alla sua installazione e messa in funzione.
I test effettuati hanno avuto la finalità di definire le caratteristiche reologiche dei prodotti analizzati (viscosità apparente a diversi gradienti di velocità) e la tendenza alla stratificazione sul basso, oppure alla flottazione dei pezzi sotto a determinate velocità di transizione, nonché l’effetto di danneggiamento sui pezzi.
Oltre a questo, grazie ad una deviazione in uscita dalla pompa si è potuto valutare l’effetto di un trattamento termico su pezzi e succo a percentuali prefissate.
Il protocollo di test realizzato ha previsto 3 procedure distinte, due delle quali sono state svolte in simultaneo su un determinato lotto di prodotto con pezzi e fibre, mentre la terza fase necessita l’inserimento dell’impianto di sterilizzazione in alternativa al passaggio nello scambiatore di calore tubolare componente l’impianto iniziale.
Validato il protocollo per la fase di test sperimentali, si è proceduto a reperire prodotti con pezzi presso aziende della filiera di riferimento. I test sono stati eseguiti su 2 tipologie di prodotti:
1. Succo e pezzi di pesca 10*10*10mm (al 80-90% di pezzi in fusti asettici da 220 litri).
2. Succo e celle di arancia (congelati in fusti da 200 litri con cellule al 70-80%).
Sono state analizzate inoltre le differenti modalità tecnologiche esistenti sul mercato per il trasferimento del prodotto con pezzi e fibre, dopo le fasi di trattamento e prima del riempimento, che sono state studiate successivamente in dettaglio nel progetto.
A tale scopo è stato studiato un impianto pilota che simulasse il comportamento dei pezzi attraverso pompe, scambiatori di calore e piping di impianto, di cui si riporta il layout di massima.
L’impianto in figura ha previsto gli elementi descritti in tabella seguente:
Tabella elementi dell’impianto
Successivamente, si sono valutati gli aspetti economici legati alle soluzioni proposte (trattamento termico tradizionale, ohmico, soluzioni ibride), dal punto di vista dei costi di esercizio e di quelli legati all’impianto.
Le attività progettuali sono continuate con la realizzazione della fase successiva (Step2), ovvero la ricerca della tecnologia di preparazione e trattamento prodotto, il cui principale obiettivo è stato quello di raccogliere le informazioni di base sia sul prodotto da preparare che sul principio di funzionamento delle varie parti dell’impianto di processo e studio delle nuove soluzione tecnologiche per poter poi passare alla progettazione delle stesse.
In questo modo, il risultato delle attività dello Step2 è consistito nella conoscenza in merito al processo di preparazione, miscelazione e trattamento di bevande contenenti pezzi e fibre di dimensioni variabili.
Tali conoscenze hanno consentito di affrontare lo studio e di individuare le tecnologie ed i sistemi di preparazione, miscelazione e trattamento più idonei per i prodotti con pezzi e fibre.
In funzione del tipo di prodotto e delle modalità di conferimento si è proceduto allo studio della tecnologia di miscelazione; in particolare sono state condotte le seguenti attività:
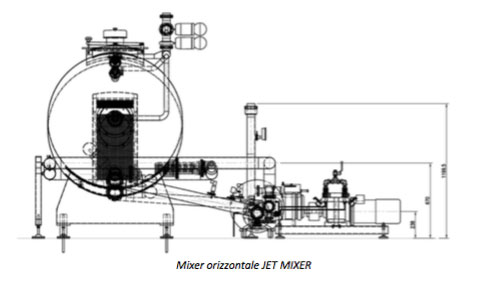
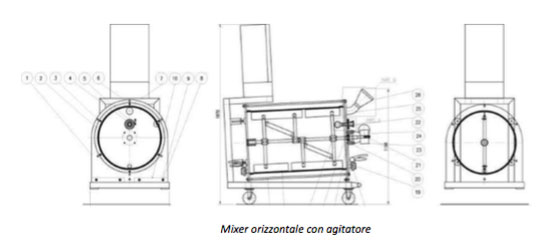
Studio delle caratteristiche degli attuali miscelatori: geometriche, meccaniche, di regolazione e le leve operative di controllo del funzionamento della macchina.
Definizione di opportune metriche (KPI Key Performance Indicator), tra cui efficacia di miscelazione, grado di danneggiamento per unità di volume trattato e omogeneità di miscelazione.
Misurazione delle performance di funzionamento in base ai KPI precedentemente definiti.
Definizione di un modello numerico di miscelazione avvalendosi di strumenti disponibili di simulazione come il metodo CFD con la possibilità di inserire i vari parametri in gioco.
Utilizzo degli strumenti di analisi sviluppati per l’ottimizzazione e il dimensionamento del processo precedentemente descritto (geometria, tipo di pala, velocità di rotazione ecc.).
Si è quindi proceduto allo studio e progettazione del sistema di dissoluzione degli stabilizzanti, prodotti in polvere che vengono aggiunti alla bevanda per garantire una buona omogeneità nella distribuzione dei pezzi di frutta all’interno della fase liquida (il succo).
La prima attività svolta è stata la definizione di tutte le componenti industriali necessarie per progettare e realizzare il sistema.
Dopodiché si è proceduto con la definizione di disegni in CAD del sistema principale di dissoluzione per 2 range di misura che coprano portate di flusso variabili da 6.000 a 13.000 l/h, considerando una successiva diluizione del prodotto nella bevanda finita.
È ipotizzabile una riduzione variabile da 5 a 10 volte il contenuto di addensante nella bevanda finita rispetto a quanto previsto in serbatoio. Si è cercato quindi per flussi maggiori di inserire una maggiore quantità di polvere e di limitare questa quantità per i flussi minori.
Le attività svolte hanno generato i seguenti risultati:
[dticon ico=”icon-miu-right150″][/dticon] Definizione di tutta la componentistica necessaria per industrializzare il sistema di dissoluzione. [dticon ico=”icon-miu-right150″][/dticon] Valutazione dell’affidabilità e delle prospettive di sviluppo di soluzioni alternative. [dticon ico=”icon-miu-right150″][/dticon] Deposito di domanda di brevetto italiano e di design europeo.
Le attività sono poi continuate con la ricerca della tecnologia di riempimento prodotti (pezzi fino a 10 mm e filiformi con lunghezza massima di 15 mm) dello Step3, il cui obiettivo è stato quello di studiare e definire la tipologia di riempimento maggiormente adatta per le differenti tipologie di bevande con pezzi e fibre.
Le attività sono state svolte da un’azienda partner.
Le attività si sono poi completate con lo Step4 riguardante studio, progettazione, sviluppo prototipo e sperimentazione, consistito nell’utilizzare le conoscenze teoriche e tecniche acquisite negli Step precedenti per progettare un prototipo in grado di preparare, trattare e riempire i contenitori prescelti con diverse tipologie di bevande con pezzi, fibre e polpe. Inoltre, si è provveduto a testare e collaudare il prototipo.
Sono state inoltre eseguite nell’ultimo periodo anche ricerche su specifiche tematiche tipiche delle bevande naturali che potessero essere di supporto ad una corretta progettazione dell’impianto prototipale:
[dticon ico=”icon-miu-right150″][/dticon] Studio e analisi di fattibilità di un sistema di riduzione dimensionale dei blocchi di succo di agrumi ghiacciati in ingresso in linea di imbottigliamento. [dticon ico=”icon-miu-right150″][/dticon] Studio della miscelazione di due fluidi in moto all’interno di una tubazione. [dticon ico=”icon-miu-right150″][/dticon] Studio di sistemi di omogeneizzazione sciroppi per la preparazione bevande. [dticon ico=”icon-miu-right150″][/dticon] Studio del fenomeno di formazione delle schiume all’interno del processo industriale di riempimento. [dticon ico=”icon-miu-right150″][/dticon] Misurazione del danneggiamento dei pezzi all’interno di un impianto attraverso “Image Processing”.
Su quest’ultimo punto vorremo richiamare l’attenzione.
Image Processing : tramite un software dedicato, è possibile elaborare al computer le foto di campioni di pezzi prelevati monte-valle di ciascun processo / macchina / componente di impianto, valutando quantitativamente il danneggiamento incrementale e differenziale causato al prodotto.
E’ inoltre possibile valutare il livello di danneggiamento del prodotto (pezzi o celle) al momento del conferimento, fondamentale sia per il controllo qualità della materia prima in ingresso, sia per evitare errate attribuzioni di danneggiamento ai processi che lo stesso prodotto dovrà subire in seguito nell’impianto.
Grazie a queste misurazioni è possibile tenere sotto controllo tutte le fasi produttive comprendendo in modo dettagliato i contributi che processo / macchina / componente di impianto genera in termini di danneggiamento sul prodotto.
Dall’elaborazione delle immagini attraverso l’utilizzo del “Image Processing” è possibile misurare i seguenti indici di performance sulla pezzatura del prodotto:
[dticon ico=”icon-miu-right150″][/dticon] n° pezzi; [dticon ico=”icon-miu-right150″][/dticon] indici di performance di area (area media, deviazione standard dell’area, distribuzione statistica della funzione area); [dticon ico=”icon-miu-right150″][/dticon] distribuzione cumulata della funzione «% pezzi al di sopra di»; indici di performance di perimetro (perimetro medio, deviazione standard del perimetro, distribuzione statistica della funzione perimetro); [dticon ico=”icon-miu-right150″][/dticon] indici di performance di area/perimetro (area/perimetro medio, deviazione standard di area/perimetro, distribuzione statistica della funzione area/perimetro); [dticon ico=”icon-miu-right150″][/dticon] indice di danneggiamento di taglio; indice di danneggiamento di deformazione; indice di danneggiamento totale.
In particolare, grazie ad un sistema di “Image Processing” è possibile misurare il danneggiamento dei pezzi durante le varie fasi di processo e riempimento di fluidi alimentari con pezzatura, caratterizzando la pezzatura dall’inizio del processo di conferimento fino al riempimento del prodotto finito attraverso punti di prelievo dopo le fasi ritenute di maggior impatto.

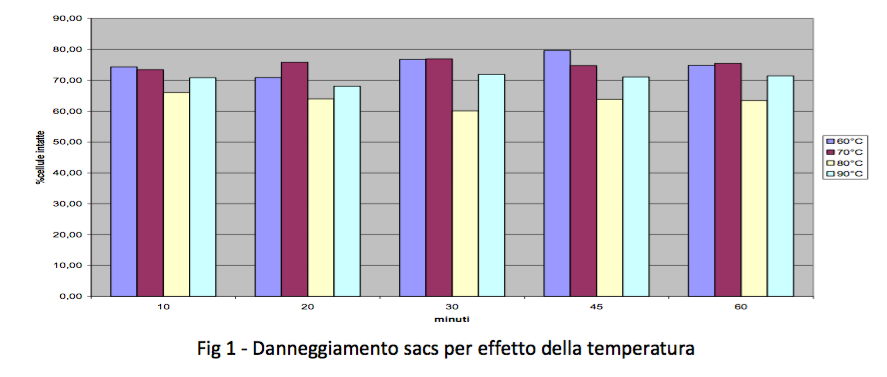

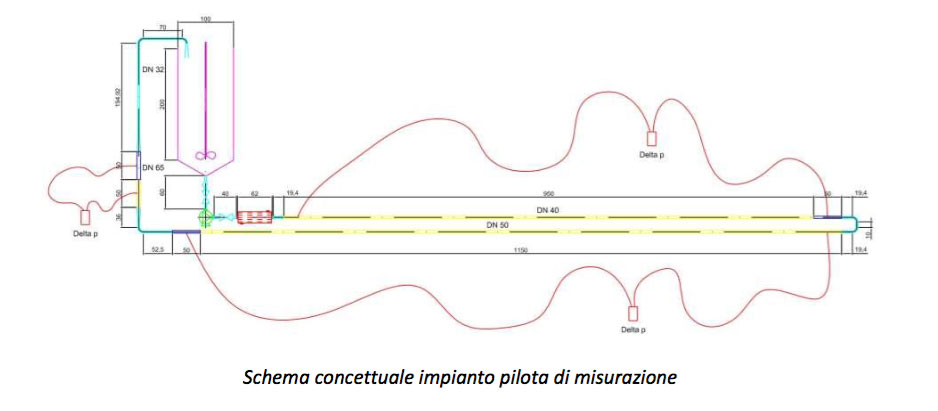
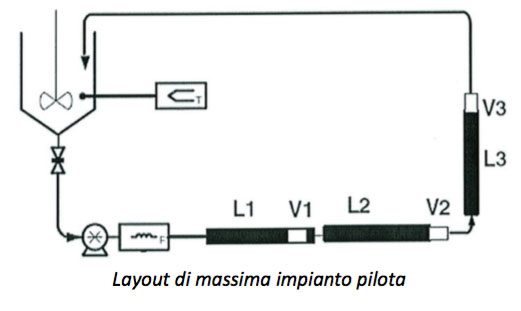
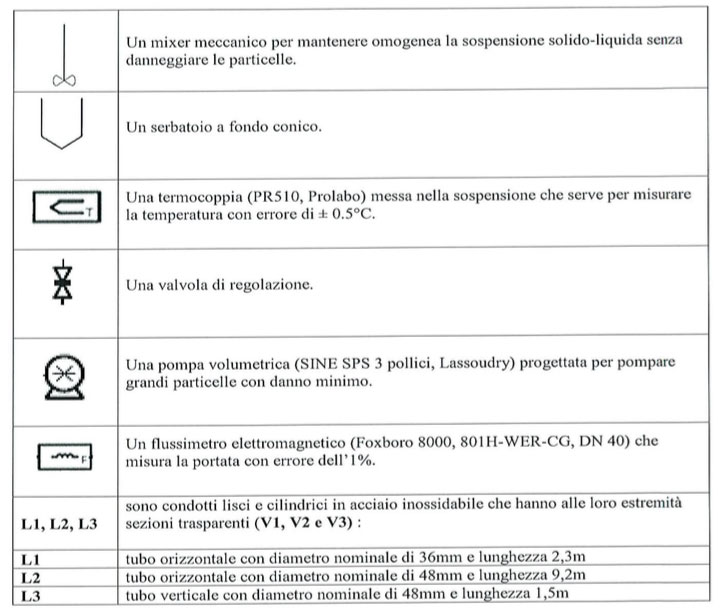 Tabella elementi dell’impianto
Tabella elementi dell’impianto